스테인레스 강 인발관 파이프 제조 절차 1. 열간 압연 (구축 무계목 강관) : → 냉각 → 교정 → 유압 시험 (또는 결함 탐지) →가 → 창고업으로 표시한 라운드 빌릿 → 냉난방 → 천공 → 3롤 크로스 롤링, 연속 압연 또는 구축 → 파이프 이동 → 정립 (또는 삭감하는 지름)
세부 사항 : 이음매 없는 관을 회전시키기 위한 원료는 라운드 튜브 블랭크이고 라운드 튜브 블랭크가 절단기에 의해 약 1 M의 길이를 가지고 있는 공백으로 절단되고, 컨베이어 벨트를 통해 가열되기 위한 노에 보냈습니다. 군인 숙사는 노로 공급되고 대략 1200 도 섭씨의 기온으로 가열합니다. 연료는 수소 또는 아세틸렌입니다. 퍼니스 온도 통제는 핵심 문제입니다. 라운드 빌릿이 공개된 후, 그것은 통공 천공기를 받습니다. 더 공통인 구멍줄기는 원추 롤러 천공기입니다. 이 구멍줄기는 다량 생산 효율, 천공의 좋은 제품 양질, 대직경을 가지고 있고, 다양한 강종을 입을 수 있습니다. 천공 뒤에, 라운드 빌릿은 연속하여 회전시키고, 3개 명부에 의해 회전시키거나 밀려납니다. 구축 뒤에, 튜브는 분류하고 있어야 합니다. 사이징기는 강관을 형성하기 위해 스틸 코어 안으로 원추형 드릴 비트까지 고속으로 회전합니다. 강관의 내경은 사이징기 드릴 비트의 외경에 의해 결정됩니다. 강관이 분류된 후, 그것은 냉각탑에 들어가고, 물 분무에 의해 냉각됩니다. 강관이 냉각된 후, 그것은 똑바르게 됩니다. 강관이 똑바르게 된 후, 그것은 내부 흠집 탐지를 위한 컨베이어 벨트에 의해 금속 결함 탐지기 (또는 수압 테스트에) 보내집니다. 강관 안에 있는 결함이 있다면 버블과 다른 문제는 발견될 것입니다. 강관의 품질 검사 뒤에, 그것은 주의깊게 손으로 선택되어야 합니다. 강관의 품질 검사 뒤에, 페인트는 수, 생산, 생산 배치 번호, 기타 등등으로 스프레이됩니다. 그것은 크레인에 의해 저장소 안으로 끌어올려집니다.
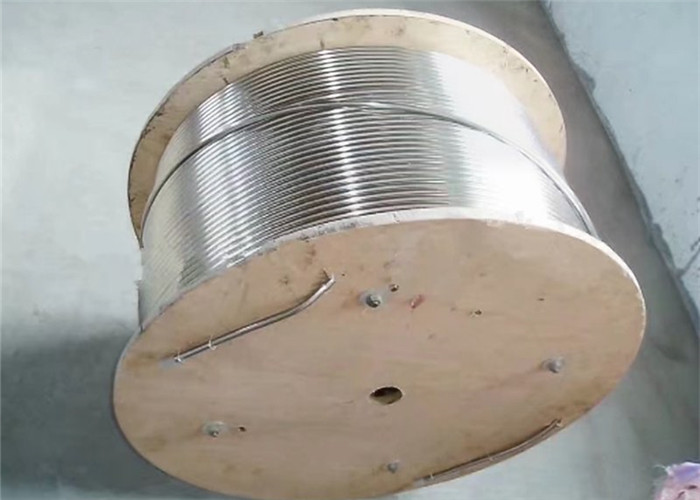
2. 냉각 압연 (굴려진) 무계목 강관 : 라운드 튜브 군인 숙사 → 난방 → 천공 → 머리 → 가열 냉각 → 산세 → 유출 석유로 인한 오염 (구리 도금) → 다중 패스 감기가 (추운 회전하는) → 블랭크관 → 열처리 → 교정 →Hydraulic 내압 시험 (inspection)→marking→into에게 저장소를 그려 줍니다.
(굴려진) 무계목 강관을 그려 준 급탕의 회전법은 열간 압연 (구축 무계목 강관) 보다 더 복잡합니다. 그들의 생산 과정의 첫번째 3 단계는 근본적으로 똑같은 것 입니다. 차이는 네번째 단계로 시작합니다. 라운드 빌릿이 움푹 파인 후, 그것은 시작되고 단련하도록 요구됩니다. 단련한 후, 그것은 특별한 산성 액체로 세척된 산입니다. 소금물에 절인 후, 오일을 적용하세요. 이것은 특수 열처리를 뒤이어 블랭크관을 그린 다중 패스 냉간 인발 (냉간 압연)이 이어집니다. 열처리 뒤에, 그것은 똑바르게 됩니다.